English
English English
English English
English Русский
Русский Español
Español العربية
العربية العربية
العربية Indonesia
Indonesia فارسی
فارسی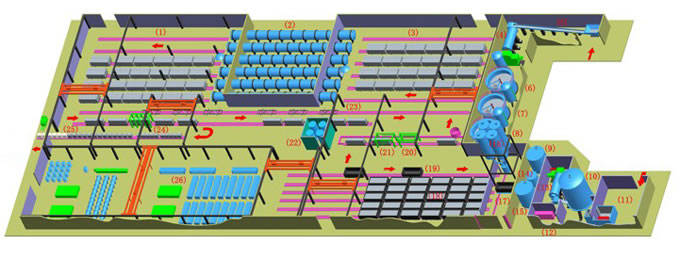
|
(1) Área de descarga del autoclave (2) Área de protección de la presión de vapor (3) Área de organización de bloques (4) Sala de máquinas fresadoras n° 1 (5) Cinta transportadora (6) Tanque de mezclado n°1 (7) Tanque de mezclado n° 2 (8) Tanque de mezclado de material reciclado (9) Contenedor de cal en polvo (10) Almacén de la cal (11) Sala de trituración de bloques de cal (12) Sala de control de las salas de máquinas fresadoras (13) Sala de máquinas fresadoras n° 2 |
(14) Contenedor de yeso (15) Contenedor de hormigón (16) Taller de procesamiento por lotes (17) Área de transición al área de vertido (18) Área de precurado (19) Línea de recuperación de moldes (20) Máquina de corte transversal (21) Máquina de corte longitudinal (22) Sala de distribución de vapor (23) Línea de retorno de carros (24) Separador (25) Línea de embalaje (26) Zona reservada para el procesamiento de barras de acero |
En el gáfico presentamos la distribución de nuestras líneas de producción de hormigón celular autoclavado (HCA). A continuación te detallamos las diferentes etapas que implica el proceso de producción. Puedes comprobar la información detallada del proceso de producción y las máquinas para la fabricación de bloques de hormigón.
1. Peso y dosificación de las materias primas.
2. Las materia primas se introducen en el mezclador vertedor para crear la lechada.
3. Tras mezclarla a fondo, la lechada se vierte en el molde.
4. Tras el precurado, las tortas se endurecen lo suficiente como para poder cortarlas.
5. El elevador se inclina para girar el molde más de 90 grados.
6. Después se desmoldan las tortas y se colocan junto con la placa lateral en el carro de corte.
7. Los dos lados verticales del bloque se cortan perpendicularmente.
8. A continuación, se realizará el corte longitudinal en dirección horizontal.
9. Por último, se llevará a cabo el corte horizontal en dirección longitudinal.
10. Después del proceso de corte, las tortas son colgadas mediante placas laterales por el elevador de productos semiacabados.
11. Las tortas se organizan y colocan en el autoclave.
12. Endurecimiento de las tortas a una temperatura y una presión determinadas.
13. Se sacan los productos acabados del autoclave.
14. Se apilan los productos acabados.
15. Los productos se embalan para el transporte.
16. El rodillo de placas laterales permite recuperar las placas laterales.
17. Se reorganizan las placas laterales y los moldes vacíos.
18. Los moldes se limpian y preparan para la siguiente tanda.
1. Almacenamiento y manipulación de las materias primas
Cuando la materia prima es arena: (1) Arena de cuarzo, yeso
Primero se transporta la arena a la planta de producción, donde será almacenada. Al iniciar la producción, se utilizará el cargador para introducir las materias primas en la tolva. Tras la alimentación y la medición, el material será transportado mediante una cinta transportadora hasta el molino triturador en húmedo. Aquí se molerá finamente y se convertirá en una pasta. A esta pasta se la añadirá la concentración de agua necesaria para preparar la lechada inicial. A continuación, la lechada se bombea en el tanque (de 100m3) mediante una bomba para lodos sumergible. La arena de cuarzo, si cuenta con la finura adecuada, también puede añadirse directamente a la tolva, aclararse con agua e introducirse en la cámara de mezclado para crear la pasta. Durante el proceso de producción, el yeso o fosfoyeso pueden añadirse de dos maneras. La primera, añadiendo cierta proporción de yeso a la arena de cuarzo y colocando la mezcla en el molino en húmedo para crear la pasta. La segunda, poniendo directamente el yeso en la cámara de mezclado para la fabricación de la pasta y, a continuación, bombeándolo en el tanque de yeso (10m3).
Cuando las materias primas son cenizas volantes:
(1) Cenizas volantes, yeso
Para las cenizas volantes y el yeso, se aplica el proceso de fabricación de pasta mezclada. En el proceso de producción, se añaden la ceniza volante y el yeso en una determinada proporción a la piscina de mezclado para preparar una primera pasta. A continuación, debe añadirse la cantidad de agua necesaria para obtener una lechada con la concentración adecuada, que se bombeará al tanque de almacenamiento.
(2) La cal viva
Los bloques de cal viva son transportados en camiones para su descarga y almacenamiento. Tras ser triturados por la trituradora de mandíbula, el elevador de cangilones coloca la cal viva en la tolva. Después, esta pasa por la cinta transportadora hasta el molino, donde se obtiene el polvo de cal viva. El polvo es transportado por el transportador de tornillo al elevador de cangilones y finalmente se almacena en el silo de cal viva.
(3) Cemento
Deberemos considerar el uso de cemento a granel. El cemento se transportará en camiones a la planta de fabricación. Este se bombeará directamente al silo de polvo se cemento.
(4) Polvo de aluminio
Los barriles de pasta de polvo de aluminio se colocan en el tercer piso del almacén con la ayuda de un polipasto eléctrico. Después se colocan manualmente en el interior del mezclador de polvo de aluminio, que se remueve hasta obtener una suspensión del 5%. A continuación, se utiliza el medidor de flujo de agua para añadir la cantidad de agua correspondiente al polvo de aluminio.
(5) Alambrón de acero y pintura anticorrosiva
El alambrón de acero y la pintura anticorrosiva se colocarán en el almacén correspondiente.
(6) Desechos y lechada residual
El material restante pasa por la línea de corte hasta llegar a la parte inferior de la tolva. Este se lava con agua y remueve hasta que alcanza una concentración determinada para posteriormente ser bombeado por la bomba de lodos sumergible al tanque de lechada residual (50m3). Las aguas residuales de los tanques de lodo, las balanzas para lodo y las mezcladoras para fundición caen por un conducto a la piscina de aguas residuales de la mezcladora. Después son bombeadas por una bomba de lodos sumergible a la piscina de lechada residual de la máquina de corte para removerlas y crear una pasta.
2. Dosificación, mezclado, vertido y precurado
La cal y el cemento se introducen por un solo alimentador de tubo en espiral situado en el fondo del silo en la balanza electrónica para polvo. Después pasan al mezclador vertedor.
Tras abrir la válvula de cada tanque de lechada (100m3 y 50m3), el lodo de arena y la lechada residuales se descargan respectivamente en el depósito de mezcla. La mezcla obtenida se bombea a la balanza electrónica de lechada para su medición. Cuando el peso de la lechada alcanza los requisitos de dosificación, el sistema de control automático cerrará la válvula de descarga. La lechada medida se verterá en la mezcladora siguiendo las instrucciones pertinentes.
Después de que el polvo de aluminio se pese manualmente, este se vierte en la mezcladora de aluminio (1,5m3) para preparar la suspensión. La suspensión mezclada se coloca directamente en la balanza para aluminio. Tras la dosificación, esta se vierte en el mezclador.
Antes de verter la suspensión, la temperatura debe cumplir los requisitos del proceso. Si la temperatura no es suficiente, la lechada puede calentarse mediante vapor. Al verter la lechada, el molde es transportado en un vehículo especial hasta la mezcladora para fundición.
El molde es transportado por el vehículo de precurado a la cámara de precurado, donde permanecerá de 1,5 a 3h.
3. Corte y agrupación
Después del precurado, el bloque adquiere la fuerza de corte adecuada. Este es transportado por un vehículo especial de la cámara de precurado a la línea de fundición, precurado y corte para ser cortado por cinco lados. El proceso de corte viene controlado por la consola PLC de la máquina de corte para lograr un control automático que solo requiere pulsar un botón.
La pieza cortada se transporta a la estación de rotación para darle una vuelta de 90 ° y así poder limpiar la parte inferior. Acabado este proceso, el bloque es transportado al carro de curado.
4. Curado en autoclave y productos acabados
El bloque se transporta a la autoclave por el mecanismo de tracción de cada pista para curado a vapor. El tiempo de curado a vapor de presión constante en el autoclave es de aproximadamente 6 horas. La presión del vapor es de 1,2 MPa y la temperatura, de aproximadamente 183 ℃. Después de que los productos se esterilicen en el autoclave, serán retirados por un cabrestante.
5. Separación bloque-placa y productos acabados
Los rodillos transportan los productos acabados con las placas laterales a la máquina de corte, que separa el bloque de la placa. Después, los productos son transportados mediante rodillos a la grúa. Las placas son elevadas hasta la zona de transición, donde son transportadas por carretillas elevadoras a la zona de reparación para su inspección y reparación. Las placas reparadas son transportadas por carretillas elevadoras al patio de almacenamiento. Los bloques se elevan hasta la línea de embalaje. Allí son embalados a mano y transportados por carretillas elevadoras al patio de almacenamiento.
6. Retorno de placas laterales, montaje de moldes y aplicación de aceite
Tras elevar los productos acabados, las placas laterales siguen su camino a lo largo del transportador hasta el sistema de rotación del autoclave. A continuación, el esparcidor de rotación elevará el marco del molde y la placa lateral será incorporada en el molde. Después se girarán 90 ° para ser elevados y llevado sa la línea de retorno de moldes. Después, el molde se limpia y cubre con aceite. A continuación el molde se limpia y se recubre con aceite y se lleva a cabo el vertido circular.
7. Producción de varillas de acero corrugado y secado de revestimiento
Las barras de refuerzo son procesadas mediante enderezadoras y cortadoras en diferentes tamaños y longitudes, y se apilan en las estanterías.
Durante la fabricación de la malla de acero, se colocan varias varillas largas y cortas en la caja de barras de refuerzo de la máquina de soldadura automática multipunto. A continuación, de acuerdo con las necesidades de producción, se sueldan en una sola lámina de malla, dos piezas cada vez.
Tras conformarse la lámina de malla, se toman las láminas superior e inferior junto con varios accesorios para ser soldados en la jaula de malla superior e inferior y varios accesorios a soldar en la jaula de malla de acero por la soldadora monopunto. Después, esta es transportada a la parte delantera de la caja de secado del revestimiento.
Luego se aplica la pintura anticorrosiva por inmersión y las cajas se colocan en la cinta transportadora del horno de secado. La velocidad de transporte de las cadenas es de 1,7m/min. Una vez secas, si el grosor del revestimiento no cumple con los requisitos de producción, se repetirán los procesos de inmersión y secado. La jaula, una vez acabada, será transportada por una grúa de una sola viga hasta los estantes de almacenamiento.
8. Montaje de láminas de malla e inserción y extracción de varillas
La jaula acabada se transporta a la sala de precurado para ser elevada al segundo piso de la sala de precurado. Hay dos filas de estantes para colocar los bastidores: la fila A se utiliza para colocar el marco vacío tras haber extraído las varillas, mientras que la fila B se utiliza para colocar los bastidores montados. Los trabajadores ensamblan las láminas en la fila B para después inserir las varillas en los moldes en la fila A. Tras la fundición a presión, se lleva a cabo la inserción de las varillas, que se extraerán después del precurado. Las piezas en bruto serán cortadas a continuación.
Si necesita más información acerca del proceso de producción de nuestras líneas de producción de hormigón celular curado en autoclave, ponte en contacto con nosotros. Estaremos encantados de atenderte. También te invitamos a visitar nuestras instalaciones en China.
-

- Sección de preparación de materias primasLa preparación de materias primas es la primera etapa que se lleva a cabo en una línea de producción de placas y bloques de hormigón.
-

- Automatic Steel Mesh Fabricating and Circulating SectionLa soldadora de malla suelda automáticamente las barras de acero enderezadas en una malla de acero para la producción de los paneles de hormigón
-

- Sección de vertido y precuradoLa preparación de materias primas es la primera etapa que se lleva a cabo en una línea de producción de placas y bloques de hormigón.
-

- Sección de corteEl bloque de hormigón precurado que se encuentra en el molde se cortará en trozos con las dimensiones necesarias con la cortadora de bloques de concreto.
-

- Sección de curado en autoclaveEl curado en autoclave es una de las últimas fases en la línea de producción de bloques de hormigón celular.
-

- Sección de embalajeEl sistema de control automático DCS se compone de hardware PLC de Siemens, que utiliza control descentralizado, gestión centralizada, además se caracteriza por su baja tasa de fallas y mantenimiento conveniente.